Cột tháp tuabin là một trong những thành phần quan trọng của hệ thống sản xuất điện gió. Với kinh nghiệm đã thực hiện thiết kế và thi công các công trình điện gió trong nước, PTC Việt Nam xin giới thiệu về giải pháp sản xuất cột tháp điện gió cũng như các thiết bị cần có để sản xuất Cột tháp tuabin.
QUY TRÌNH SẢN XUẤT CỘT THÁP
Bao gồm 10 công đoạn:
1- Phun cát làm sạch thép tấm
2- Cắt thép tấm
3- Hàn nối giáp mối tấm
4- Cán tấm và hàn đính
5- Hàn đường sinh của ống
6- Hàn bích
7- Gá ráp ống
8- Lắp ráp tháp
9- Cắt và hàn cửa tháp
10- Phun cát và sơn tháp
A CÁC CÔNG ĐOẠN & THIẾT BỊ CHÍNH
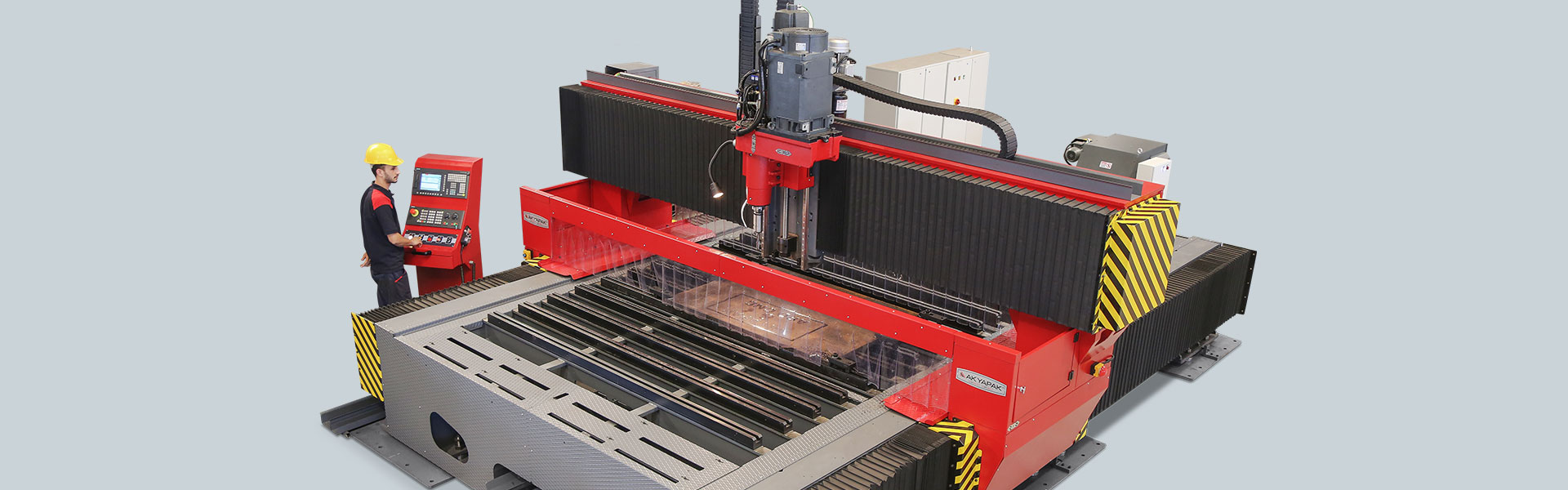
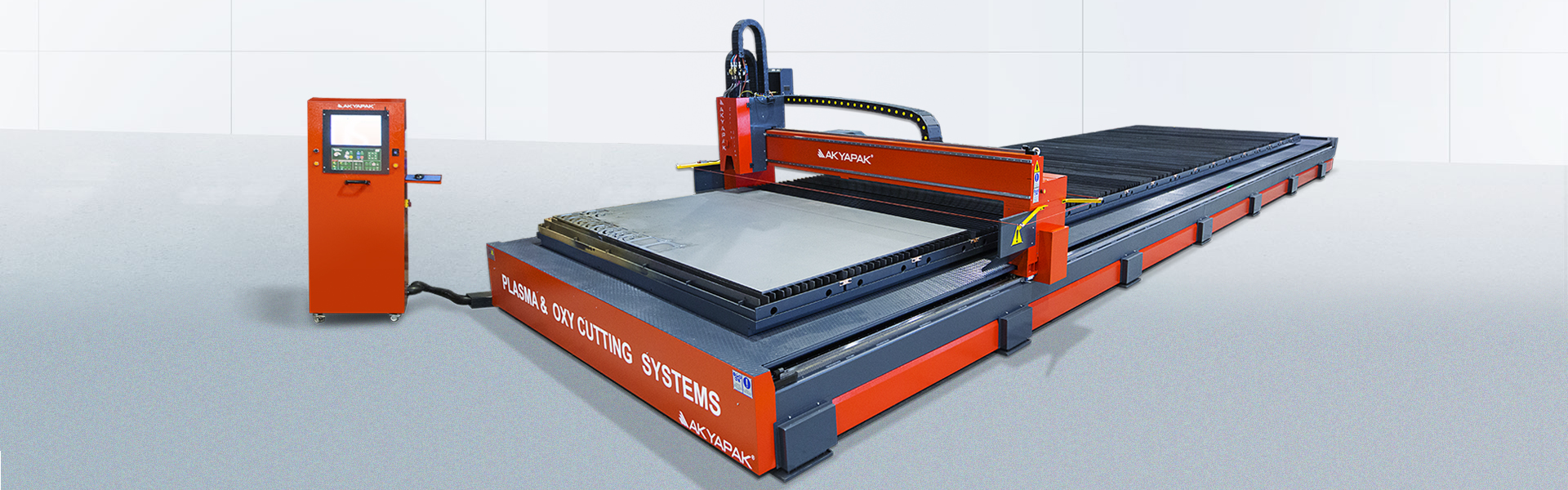
1. Máy cắt gas-plasma CNC
Là thiết bị quan trọng trong quá trình sản xuất cột tháp, quyết định chất lượng lắp ráp cũng như năng suất chế tạo. Thiết bị này được trang bị các mỏ cắt ôxy-gas và mỏ cắt plasma cùng với mỏ vát mép tự động. Với trang bị này, quá trình cắt và vát mép trước khi hàn đạt được chất lượng và năng suất yêu cầu.
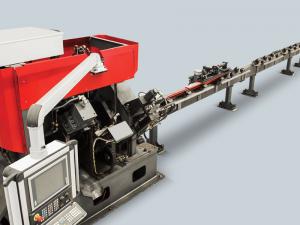
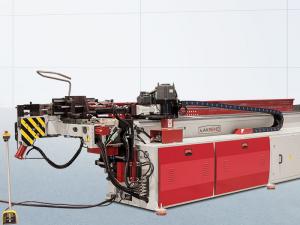
2. Thiết bị hàn tự động cần-cột với quy trình hàn dưới lớp thuốc

3. Hàn mặt bích
Hàn các đường hàn trong và ngoài: sử dụng máy hàn MIG. Hàn trong và ngoài đế và mặt bích của tháp bằng thiết bị hàn cần-cột loại lớn và bộ gá xoay
Hàn ống và mặt bích
- Sử dụng hệ thống cần cột cố định hoặc di chuyển tùy theo số lượng và bố trí các máy trạm
- Chiều cao hệ thống tùy thuộc vào đường kính tối đa của ống
- Trang bị đầu xoay +/-45° cùng với cơ cấu khối xoay
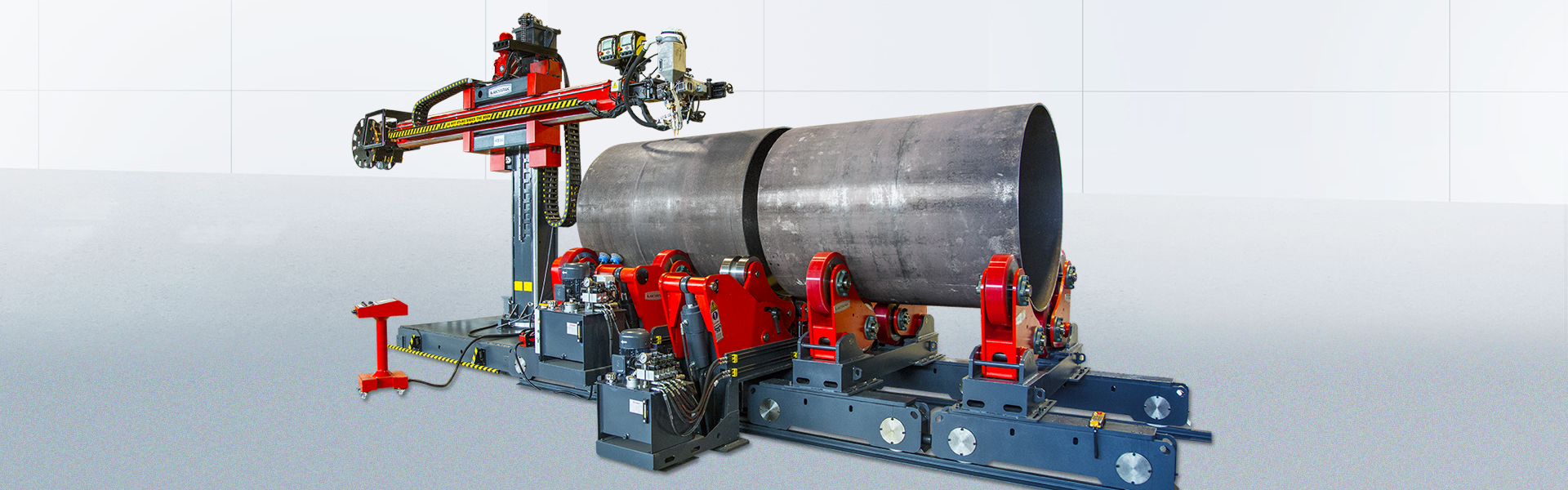
EHCB-He-thong-han-can-cot-noi-ong


SRH-han-mat-bich-positiones SRP-Thiet-bi-ga-ghep-mat-bich
B TỔ HỢP THÁP & CÁC CÔNG ĐOẠN HOÀN THIỆN
Tổ hợp các phân đoạn tháp
- Tổ hợp lần lượt từng modul ống với nhau hoặc với hai modul với nhau bằng trạm gá lắp
- Phạm vi di chuyển của cần tới 7.3 m để lắp ráp 2 modul ống
- Kết hợp một bộ xoay tiêu chuẩn trên xe di chuyển và một bộ xoay đặt cố định
- Bộ gá xoay di chuyển phụ thuộc vào trọng lượng tối đa của các phân đoạn tháp
- Trang bị hệ thống chống trượt
C Các thông số chủ yếu của cột tháp
1. Cột tháp trên đất liền
(Công suất 1,65 - 3 MW)
- Đường kính tối thiểu: 2500 mm
- Đường kính tối đa: 5000 mm
- Độ dầy mối hàn ống:
+ 8 đến 15 mm (hàn giáp mối) 2 lớp
+ 12 đến 30 mm (vát mép 45°) 15 lớp
+ 25 đến 55-70 mm tối đa
- Chiều dầy cắt: 5mm đến 200mm
- Chiều cao tháp: 80m, 90m, 100m
- Số phân đoạn mỗi tháp: 5 or 6 + nền móng
- Độ côn: 3°
- Vật liệu: S 355
- Chiều rộng phân đoạn ống: 2500 - 5000mm
- Kích thước tối đa của thép tấm: 16m x 4m
2. Cột tháp ngoài biển
(Công suất đến 7 MW)
- Đường kính tối thiểu: 3000 mm
- Đường kính tối đa: 8000 mm
- Độ dầy mối hàn ống:
+ tối đa 125 mm
- Chiều dầy cắt: 5mm đến 200mm
- Chiều cao tháp: 120m
- Số phân đoạn mỗi tháp: 6 + nền móng
- Độ côn: 3°; phân đoạn đáy có thể song song
- Vật liệu: thép kết cấu và thép cường độ cao
- Chiều rộng phân đoạn ống: 3000 - 8000mm
- Kích thước tối đa của thép tấm: 16m x 4m



















.jpg)

















.jpg)
